Закрыть
Новое поколение алмазных платино-родиевых фрез
Университет Вероны Институт стоматологии и челюстно-лицевой хирургии Директор: профессор П.Ф. Ночини Отделение консервативной стоматологии Руководитель: профессор Дж. Каваллери Новое поколение алмазных платино-родиевых фрез1. ВведениеАбразивные инструменты – это важная группа вращающихся режущих инструментов, использующихся в стоматологии. Большое клиническое значение в этой группе отводится алмазным инструментам по причине их долговечности и высокой эффективности резки эмали и дентина (1). Термин «фрезы» означает инструменты из стали или карбида вольфрама, обладающие первичным профилем, например, шаровым, цилиндрическим и т.п., и вторичным профилем, который образуют лезвия. «Абразивными инструментами или свёрлами» считаются вращающиеся инструменты (у которых имеется только первичный профиль) покрытые материалами, предназначенными для удаления зубной ткани за счёт трения (карбидом кремния, алмазными кристаллами и т.п.) (2). Головки абразивных инструментов образованы множеством острых частиц из твёрдого вещества, нанесённых на субстрат (или матрицу) из более мягкого материала. Фреза режет за счёт того, что множество отдельных острых частиц, выступающих из субстрата, соприкасаются с зубом. Подобное фрагментирование резки, распределяющейся на большое число отдельных выступающих острых частиц вместо того, чтобы производиться одним непрерывным острием, является главным отличием между инструментами с лезвием и абразивными инструментами. Различная форма этих двух типов инструментов обусловливает как чётко выраженные различия в способе резки, так и различия в сфере их применения. Эксплуатационные характеристики абразивных инструментов являются более предпочтительными по сравнению с фрезами, как при резке хрупких материалов, так и при использовании на высокой скорости (от 20 000 до 80 000 оборотов) (3). 2. Технологические особенности абразивных инструментовЭффективность абразивных инструментов обусловлена множеством технических и эксплуатационных характеристик. Напомним, что нагрев, вызываемый вращающимися инструментами, - это главная причина реакции пульпы на процедуры реставрации зубов (4). Доказано, что увеличение температуры пульпы на 10° по Фаренгейту (5,5 °C) вызывает снижение жизнеспособности пульпы на 15%, а увеличение температуры на 30° по Фаренгейту (16,7 °C) вызывает некроз пульпы в 100% случаев. Многочисленные исследования связывают травмы, вызванные воздействием высокой температуры, с определёнными типами реставрационных процедур. АннотацияХарактеристики нового поколения алмазных платино-родиевых боров В статье рассматриваются основные характеристики нового поколения боров по сравнению с традиционными борами. Новое поколение отличается существенными количественными и качественными улучшениями химического состава и морфологии поверхности. Согласно большей части публикаций, неудачи в реставрационной стоматологии вызваны ошибками техников и плохим качеством боров. У этих новых боров алмазные гранулы связаны вместе платино-родиевым сплавом. Технические характеристики этих новых абразивных инструментов намного лучше, чем у традиционных боров: высокая скорость резки, низкий нагрев, долговечность; они относительно дешёвые и не токсичные. Ключевые словаАлмазные гранулы
Таблица I Эффективность резки по сравнению с абразивным инструментом в зависимости от скорости вращения по сравнению с принятой за единицу эффективности резки при скорости вращения, равной 4000 оборотов/минуту Измерение температуры в пульповой камере даёт значения от минимального 23,4°C до максимального 27,2°C; эти различия, возможно, обусловлены тем, что слой оставшегося дентина каждый раз немного отличается, как отличается и средний состав тканей, подвергающихся воздействию и, следовательно, их теплопроводность. Эффективность резки, правильное охлаждение и правильное использование абразивного инструмента крайне важны для сохранения здоровья пульпы. В этом отношении определяющими являются характеристики, перечисленные ниже (5). Особенности алмазного покрытия Основными характеристиками алмазного покрытия являются: ◘ происхождение алмаза: по мнению техников, лучшим считается сочетание натуральных и искусственных алмазов; ◘ размер гранул: выбирается в зависимости от использования; тем не менее, как более крупные гранулы, на которых из-за сколов во время истирания образуются плоские участки, так и слишком мелкие гранулы, приводят к повышению температуры пульпы во время подготовки; ◘ форма гранул: лучшими считаются гранулы правильной формы с большим количеством выступов и малым числом ровных поверхностей; практически, именно в такой форме алмаз чаще всего встречается в природе (6-8); ◘ расположение и плотность гранул: во избежание повышения температуры во время трения не используются инструменты, алмазное покрытие которых: ◘ вид легирующего вещества: обычно это никель, никель-хром или платино-родиевые сплавы (появились недавно); ◘ толщина легирующего вещества: рекомендуется избегать как очень большой толщины, когда алмазные гранулы слишком сильно погружены в легирующее вещество, в результате чего возникает трение об него, так и слишком маленькой толщины, при которой алмазные гранулы выступают из легирующего вещества так сильно, что могут отломиться (9). Характеристики рукоятки К основным характеристикам рукоятки и держателя алмазных инструментов относятся:◘ твёрдость, связанная с возможностью удлинения, позволяющей избежать поломки во время вращения; ◘ максимальная точность механической обработки во избежание овальной, треугольной или конической формы наконечника; ◘ расчёт отношения длины рукоятки и длины/объёма вращающейся головки во избежание поломки из-за слишком большого усилия. Скорость вращения и периферийная скоростьСкорость вращения имеет значение для:
◘ режущей способности (таблица I), Цель охлаждения – удалить отходы и справиться со значительным нагревом внутри пульпы, вызванным трением. Охлаждение может осуществляться с помощью: струи воздуха, струи воды, струи смеси воздуха и водяной пыли (спрей). Лучшей системой охлаждения является спрей: «для надлежащего охлаждения важно количество воды, подающееся из системы охлаждения. При использовании струи воды нужно подавать не менее 40 cc/min. При использовании спрея достаточно 5 cc/min” (11). ДавлениеУвеличение давления во время абразивного воздействия увеличивает температуру зуба, что приводит к нарастанию воспалительной реакции пульпы. Общепринято, что давление, оказываемое алмазными борами, может колебаться от минимального значения 15-20 граммов до максимального 200 граммов, при этом оптимальный диапазон составляет от 30-40 граммов до 80-90 граммов в зависимости от скорости вращения. Увеличение скорости или давления не обязательно означают увеличение режущей способности: избыточное давление, слишком высокая скорость (и не подходящая гранулометрия) приводят только к засорению и последующему перегреву (12). ВремяНа повышение температуры влияет и время подготовки, то есть период, в течение которого абразивная поверхность и поверхность зуба соприкасаются. Некоторые авторы (13) соглашаются с тем, что наиболее эффективной и безопасной является так называемая «техника мазка», предусматривающая короткие контакты с интервалами 1-2 секунды. Контакт, длительность которого превышает 3-4 секунды, вызывает значительное увеличение температуры даже при низком давлении. 3. Морфология поверхности между гранулами и химический состав легирующего веществаКак известно, у эмали и дентина разная структура. Поэтому их резка с помощью вращающегося инструмента должна производиться разными материалами. Обычно резка эмали производится с помощью алмазных наконечников, в то время как для дентина используются фрезы из карбида вольфрама или из стали. Алмазные сверла мало травмируют здоровые ткани. Фрезы из карбида вольфрама вызывают микротрещины в здоровой поверхности эмали, в результате чего ослабляется крепление микропризм дентина. Также следует учитывать состав легирующего вещества, которое может оказать большое влияние на технические характеристики и биологическую совместимость абразивных инструментов (13). Легирующее веществоАлмазные гранулы крепятся к суппорту с помощью легирующего вещества, что обеспечивает достаточную степень эластичности самим гранулам в сочетании с износостойкостью, и позволяет быстро отводить истёртый материал от работающего бора. Для крепления к суппорту алмазные гранулы прижимают к нему, а затем с помощью электроосаждения наносят слой металла. Обычно это производится следующим образом: головку суппорта помещают в контейнер с алмазной пылью с нужным размером частиц, расстояние между которыми заполняется гальванопластическим раствором нужного легирующего вещества. Потом пропускают электрический ток между суппортом и анодом, созданным электроосаждением металла, который также помещают в контейнер. Электрический ток вызывает накопление металла на поверхности суппорта между алмазными частицами, которые к нему прилипают. Характеристики этого электроосаждения – важнейший фактор, определяющий качество готового инструмента. Металлическая плакировка должна прочно соединяться с суппортом так, чтобы абразивное покрытие не отклеивалось; аналогичным образом оно должно прочно удерживать отдельные частицы, чтобы они не отделялись от абразивного слоя. Обычно процесс электроосаждения состоит из нескольких этапов. Может использоваться алмазная пыль с разным размером гранул, в этом случае каждый вид наносится в отдельной гальванической ванне, поэтому часто встречаются инструменты, металлическая плакировка которых состоит из нескольких слоёв, различающихся по составу и характеристикам. Принимая во внимание сложность этого этапа производственного процесса и различные системы, с помощью которых его можно выполнять, каждый производитель стремится разработать свой собственную техническую процедуру и хранит её в секрете, поэтому подробной информации об этом процессе крайне мало. Обычно в качестве легирующего вещества используется никель, поскольку он подходит по износостойкости и текучести, но создаёт также шершавую неровную поверхность, которая при эксплуатации снижает способность инструмента к самоочищению и вызывает скопление отходов. Эти отходы засоряют пространство между гранулами, в результате чего снижается абразивная способность и повышается температура во время работы. Эти неудобства можно уменьшить при использовании хрома в качестве легирующего вещества, свойства которого позволяют сделать поверхность между гранулами более гладкой. Соответственно, можно закрепить алмазные гранулы на суппорте с помощью никеля (мягкого и эластичного легирующего вещества), а затем использовать гальваническое отложение хрома, чтобы сделать поверхность более стойкой к эрозии. Недавно в продаже появились алмазные инструменты, содержащие легирующее вещество более высокого качества на основе родия и платины (рис. 1), которые лучше традиционных по своим техническим параметрам и биосовместимости. Вся поверхность покрывается слоем специального металлического сплава из родия и платины толщиной несколько микрон. Этот слой наносится на фрезу электроосаждением с помощью специальной ионной бомбардировки, которая гарантирует идеальную адгезию и абсолютную равномерность. 4. Алмазные платино-родиевые фрезы: технические характеристикиЛегирующий металлический сплав Все традиционные алмазные фрезы производятся с использованием никеля в качестве легирующего вещества между алмазными кристаллами и хвостовиком фрезы. Твёрдость платино-родиевых сплавов по Виккерсу в три раза превышает твердость никеля (таблица II). Эта исключительная твёрдость не даёт алмазным кристаллам отделяться от хвостовика во время работы фрезы, поэтому долговечность фрезы увеличивается как минимум в три раза по сравнению с традиционной алмазной фрезой. Коэффициент трения Коэффициент трения у платино-родиевых сплавов существенно ниже, чем у хрома и никеля (таблица III). Поскольку трение вызывает нагревание, и легирующее вещество вместе с алмазными кристаллами оказывает значительное влияние на нагревание, очевидно, что фреза с легирующим веществом из платино-родиевого сплава вызывает значительно меньший нагрев во время работы (примерно в три раза меньше) по сравнению с традиционной фрезой. Помимо этого в платино-родиевых фрезах используются только натуральные алмазы, которые в отличие от искусственных не перегреваются, что очень важно для существенного снижения риска повреждения пульпы.
Металлографические характеристики и температура Во время работы алмазная фреза может очень сильно нагреваться (особенно без использования спрея для охлаждения, в этом случае температура может превышать 600°). При 400° никель теряет свои металлографические характеристики, темнеет и становится мягким, в результате чего алмазные кристаллы полностью осыпаются. Точка плавления платино-родиевого сплава 1970° C, при этом его металлографические характеристики остаются неизменными до 560 °C: он практически не подвержен разрушению. Плотность и прочность Молекулярную плотность платиново-родиевого сплава отражают атомный и удельный вес, показанные в таблице IV. Таблица II Сравнение твёрдости никеля и платино-родиевых сплавов
Таблица III Сравнение коэффициента трения никеля, хрома и платино-родиевых сплавов
Таблица IV Сравнение атомного и удельного веса никеля и платино-родиевых сплавов
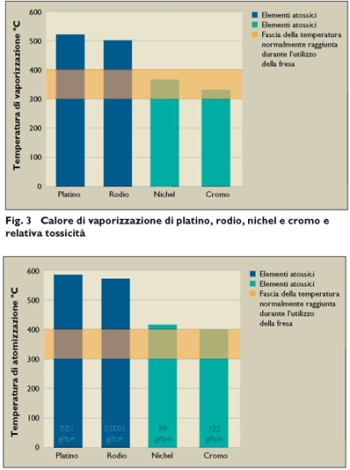
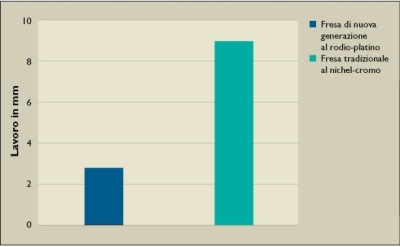 Рис. 2 Производительность в мм традиционной фрезы по сравнению с фрезой нового поколения из платино-родиевого сплава Она примерно в три раза превышает плотность никеля, и это, помимо исключительной прочности, придаёт поверхности водоотталкивающие свойства. Это не даёт значительной части отходов накапливаться в пространстве между кристаллами, что у традиционных фрез приводит к быстрому исчезновению абразивной способности и режущей способности. Если традиционную фрезу нужно очищать от отходов после трёх препарирований зуба, платино-родиевая фреза выдерживает более десяти препарирований до того, как потребуется её ультразвуковая чистка. После чистки платино-родиевая фреза становится, как новая. А лучшие из традиционных фрез после десяти препарирований уже почти полностью изношены. Срок службы Исключительная твёрдость платино-родиевого сплава (рис. 2) не даёт алмазным кристаллам отделяться от хвостовика во время работы фрезы, поэтому срок службы такой фрезы почти в три раза больше, чем у традиционных фрез. Нетоксичность И никель, и хром токсичны, в то время как платино-родиевый сплав абсолютно нетоксичен, не подвержен воздействию кислот и за счёт свойств платины является бактерицидным. Было проведено много исследований возможной и/или доказанной канцерогенности многих элементов. В последние годы значительные усилия, направленные на исследования рака позволили расширить наши познания о некоторых механизмах онкогенеза. Сегодня мы знаем, например, что этот процесс подразделяется на четыре стадии: Инициация, I и II этап развития и Прогрессирование, и что различные канцерогенные агенты можно классифицировать именно по их наибольшей активности на одной из этих стадий по сравнению с другими. Также хорошо известно, что любой химический агент, смесь или процесс обработки, определяющий отдельную неоплазию, имеет предрасположенность определённого органа, называемую органотропией. С использованием никеля шестивалентного и хрома связывают карциному и аденокарциному носовой полости и синусоидальных пазух носа, подвергающихся воздействию содержащих эти металлы соединений. Платино-родиевый сплав производится с использованием одного из пяти благородных, абсолютно нетоксичных металлов, который связывает алмазные кристаллы к хвостовику фрезы. Как видно на графике на рисунке 3, диапазон температуры, до которой обычно нагревается фреза во время работы при охлаждении водой составляет от 300 до 400 °C. В этом диапазоне находится температура испарения хрома 344,4° и никеля 370,4°, что является токсичным, прежде всего, для стоматолога, но также и для его ассистента, и для пациента.
Атомизация с соответствующим разрушением материи молекулы никеля и хрома происходит при температуре примерно 400°, в то время как и родий, и платина могут нагреваться более чем до 550° (рис. 4), а до этой температуры стоматологический инструмент не нагревается никогда при использовании фрезы с водяным охлаждением (но даже если это произойдёт, стоматолог не подвергнется никакому риску, поскольку пары платино-родиевого сплава нетоксичны). 5. Клинические преимущества платино-родиевых фрез◘ Водоотталкивающие свойства: фрезы самоочищаются, поскольку благодаря платино-родиевому сплаву во время вращения на высокой скорости отталкивают отходы, которые обычно скапливаются на абразивной поверхности, засоряя поверхность между алмазными кристаллами, что приводит к быстрому снижению режущей способности. ◘ Удвоенная скорость резки: поскольку пространство между алмазными кристаллами постоянно остаётся свободным, скорость резки почти в два раза выше по сравнению с лучшими традиционными алмазными фрезами и остаётся постоянной до полного износа алмаза. Благодаря более высокой режущей способности стоматолог может меньше давить на фрезу, вызывая меньше трения, меньший нагрев и меньший износ турбины, сокращая время, необходимое для подготовку полости и краёв зуба и увеличивая точность резки. ◘ Малое образование тепла: благодаря высокой абразивной способности платино-родиевых фрез, которые производятся исключительно с использованием натуральных алмазов (которые в отличие от искусственных алмазов не перегреваются) и очень низкому коэффициенту трения нового металлического сплава, нагрев остаётся минимальным, что обеспечивает большую безопасность и защиту от повреждения пульпы. ◘ Срок службы: качество использующихся натуральных алмазных кристаллов и исключительные параметры прочности специального платино-родиевого сплава обеспечивают новым фрезам в три раза более долгий срок службы по сравнению с традиционными фрезами. ◘ Отсутствие вибрации: хвостовик выполнен из нержавеющей стали очень высокой прочности (180/200кг/мм2) с электронной калибровкой, обеспечивающий наилучшую концентричность вращения, а абразивная поверхность без углублений исключает возможность вредных для турбины вибраций во время вращения на высокой скорости. ◘ Безопасность: большая защита оператора от отделения алмазных гранул, легирующего вещества или поломки хвостовика фрезы с возможными гражданскими и уголовными последствиями. ◘ Нетоксичность: специальный платино-родиевый сплав абсолютно нетоксичен (в отличие от других веществ) и не подвержен воздействию кислот, а также обладает бактерицидными свойствами благодаря использованию платины. ◘ Возможность стерилизации: поскольку специальный сплав из драгоценных металлов не подвержен разрушению и воздействию кислот, фрезы также можно стерилизовать при любой температуре неограниченное количество раз, в том числе, погружать в холодный дезинфицирующий на неопределённое время. ◘ Качество и экономичность: продаются по такой же или даже по более низкой цене по сравнению с традиционными фрезами, которые служат в три раза меньше. 6. ВыводыИспользование платино-родиевого сплава в качестве легирующего вещества для алмазной пыли, использующейся для производства абразивных инструментов, даёт несомненные преимущества по сравнению с обычно использующимися легирующими веществами. Во-первых, этот новый абразивный инструмент действительно обладает высокой клинической эффективностью: его режущая способность выше, при этом его характеристики дольше остаются неизменными. Он не создаёт неудобств при эксплуатации, поскольку его можно стерилизовать при любой температуре, и он нетоксичен. К тому же он очень экономичен, что обусловлено не только ценой, которая часто немного ниже, чем у традиционных абразивных инструментов, но и, прежде всего, его повышенной долговечностью, что обеспечивает существенную амортизацию первоначальных затрат. Соответственно, остаётся только пожелать, чтобы абразивные инструменты с легирующим веществом из платино-родиевого сплава стали преимущественным выбором в сфере их клинического применения. Резюме В ходе проведённого исследования предполагалось проанализировать некоторые особенного важные для клинического результата характеристики вращающихся абразивных инструментов, выполненных из инновационных компонентов. Из анализа технической информации о фрезах нового поколения следует, что они намного лучше традиционных фрез: в частности, у них выше режущая способность, они отличаются большей долговечностью в сочетании с прекрасной биологической совместимостью, что является преимуществом, как для оператора, так и для самого пациента. Самое значительное отличие фрез, являющихся предметом данного исследования, заключается в составе легирующего вещества: платино-родиевый сплав используется вместо сплава никеля и хрома, применяемого в традиционных фрезах. Выводы содержат перечень очевидных клинических преимуществ вращающихся абразивных платино-родиевых инструментов, в то числе, высокая скорость резки, низкое образование тепла, долговечность, сравнительная экономичность и нетоксичность делают желательным их применение при проведении специфических стоматологических процедур. Ключевые словаАлмазные гранулы 1. Toffenetti F. Strumenti e materiali per preparazione cavitaria. In: La conservativa-manuale atlante 1985; 184-98. 2. De Michelis B, Modica R, Re G. Materiali vari. In: Trattato di clinica odontostomatologica, vol. 1. Torino: Minerva Medica ed, 1998; 12: 272-3. 3. Sturdevant CM, Barton R, Brauer J. Odontoiatria Conservatrice. Padova: Piccin, 1976; 153-60. 4. Ballor P, Robello C, Garlasco R. Incremento della temperatura in camera pulpare nella realizzazione di corone parziali. Rivista di Odontoiatria 1993; 3: 131-3. 5. Cianetti S, Lombardo G, D’errico P et al. Strumenti da finitura per monconi dentari analisi al SEM. Dental Cadmos 1998; 14: 45-57. 6. North Bell UT. Il diamante in odontoiatria. Dental Cadmos 1965; allegato n. 3. 7. Goracci G, Bazzucchi M, Mori G. Punta diamantata e preparazione di cavità. Dental Cadmos 1994; 12: 30-41. 8. Silla M, De Stefano Dorigo E, De Bertolis P. Valutazione dell’usura delle frese diamantate in odontoiatria conservatrice. Dental Materials 1989: 12-7. 9. Dorigo E, Pettarin M, Rossi P. Produzione di calore nel trattamento di elementi dentari con strumenti ad alta velocità. Odontostomatologia e Implantoprotesi 1989; 2: 46-8. 10. Goracci G, Eramo S. Il danno pulpare da surriscaldamento in conservativa. Dental Cadmos 1986; 12: 15-50. 11. Carratu P, Amato M, Simeone M et al. Capacità di taglio di frese per preparazione e rifinitura cavitaria. Dental Cadmos 1996; 17: 60-72. 12. Marmasse A. Odontoiatria Conservatrice, cap. 6 1.1. Ed. Internazionali: Milano, 1978: 181. 13. Miglietta G, Centini S, Putignano A et al. Il diamante nel materiale rotante per alta velocità: la morfologia della superficie intergranulare e la composizione chimica del legante. Materiali Dentari 1991; 1: 23-7. |
||||||||||||||||||||||||||||||||||||||||
Все права защищены © 2012 KOMPO® - DENT
Дизайн и разработка сайта SETEMONIC